%20(002)-1.jpg?width=1365&height=200&name=SBLOGO_InFront_BLACK-01%20(002)%20(002)-1.jpg "SB Specialty Metals LLC")

What is the difference between conventional steelmaking, sprayform steelmaking and powder metallurgy steelmaking?
Thinking of them as good, better, best helps to get a solid understanding.
Conventional Steel Making.
This good process begins by melting steel in a large electric arc furnace. The initial melting of the steel is usually followed be a secondary ladle refining process such as Argon Oxygen Decarburization (AOD) or Vacuum Oxygen Decarburization (VOD). After refining, the molten metal is cast into ingots.


Ladle Refining Cast Ingot
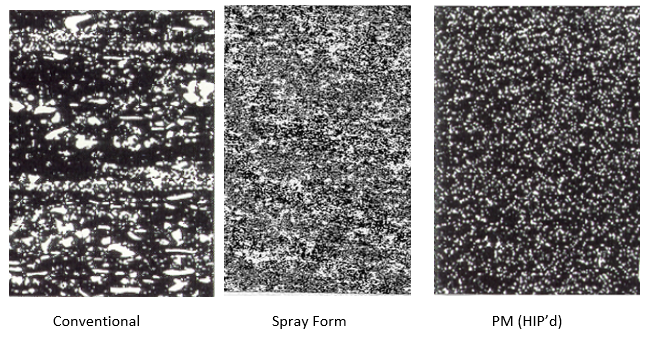
Cast steel is very homogeneous in the molten state but as it slowly solidifies in the ingot molds, the alloying elements segregate producing a non-uniform as-cast structure as shown in the image below.
In high speed steels and high alloy steels, carbides precipitate and form coarse networks that must be broken up by hot working of the ingots. The hot processing will improve the structure but the segregation effects are never fully eliminated.
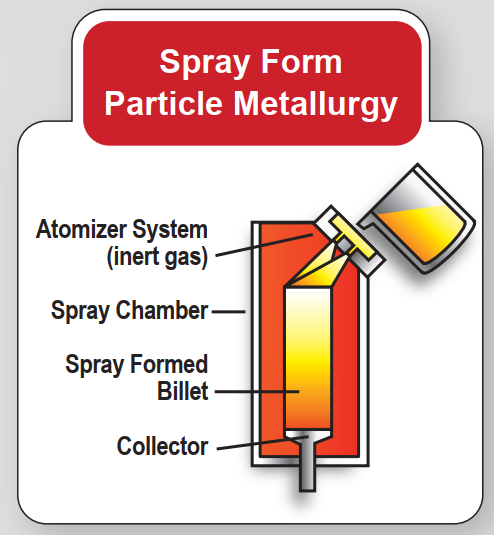
Spray Form steelmaking
This process is better than conventional steel making and is actually a Powder Metallurgy process using a spray. The Spray Form process begins with an initial melt furnace similar to a conventional melting process but on a much smaller scale. Instead of pouring and casting the melt, the molten metal is poured through a small nozzle where high pressure gas atomizes the liquid stream. The atomized droplets are directed onto a rotating platen where they collide and fuse, building up into a fully formed ingot. Each powder particle is essentially a micro ingot with minimal segregation and fine carbides. The fine carbide size is retained through the mill processing.
After the Sprayform ingot is formed it will be forged and or rolled to final dimensions.
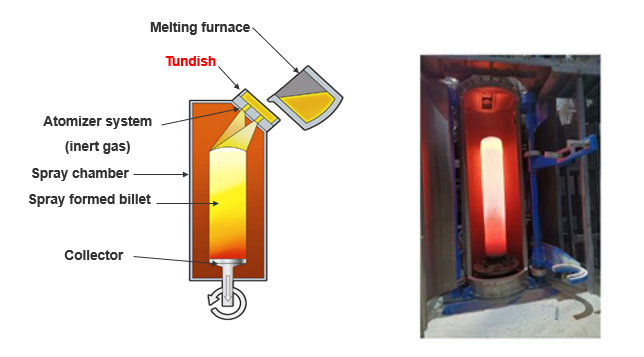
 Making tool steel using the spray form process.
Making tool steel using the spray form process.
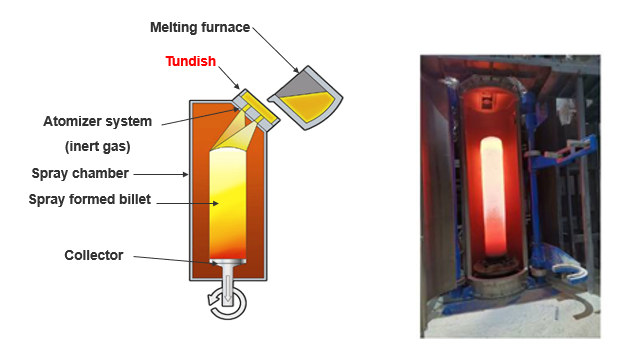
Powder Metallurgy Steelmaking using Hot Isostatic Pressing (HIP)
This is the best process. Making tool steels using Hot Isostatic Pressing begins with an initial melt furnace similar to a conventional melting process but on a much smaller scale. Instead of pouring and casting the melt, the molten metals is poured through a small nozzle where high pressure gas atomizes the liquid stream. The droplets fall and rapidly solidify into a powder which is collected in the atomization chamber. Each powder particle is essentially a micro ingot with minimal segregation and fine carbides. The fine carbide size is retained through the mill processing.
After atomization the powder is collected, screened to specific mesh requirements, and blended. The powder is loaded into steel containers, evacuated of air, then sealed. The steel containers full of powder are then loaded into an autoclave and Hot Isostatically Pressed at pressures and temperature approximately the same as used for forging. The powder consolidates bonding the loose powder into a fully dense ingot. The PM ingot will then be forged and or rolled to final finished dimensions.
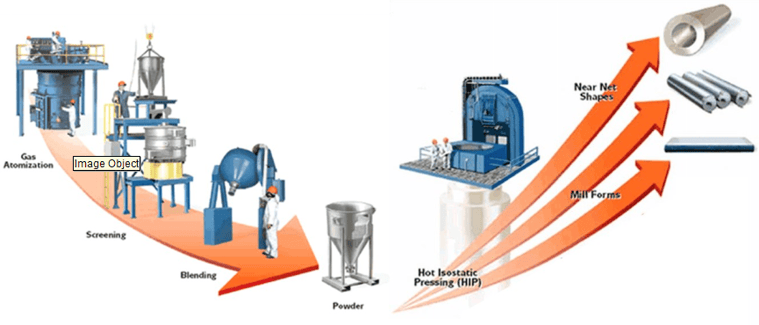 Making PM tool steels with the Hot Isostatic Press (HIP) process.
Making PM tool steels with the Hot Isostatic Press (HIP) process.
Steel Structure
PM steel processes result in uniform structures and homogeneous carbide distribution. PM steels offer properties above and beyond conventional steel making capabilities.
The micrographs below show the carbide particle in white.